Succeed with condensate control

|
Related Articles Achieve effective heat exchanger control Keep cool when designing batch reactors Properly deliver compressed gases |
The steam-heated shell-and-tube heat exchanger is the workhorse of the chemical industry. Effective control of such an exchanger’s liquid outlet temperature often is crucial to plant operation. In the first article in this series, we focused on use of a control valve on the steam supply. This article will examine control via a valve on the condensate. Future articles will look at cascade control and liquid bypass with one or two control valves.
In many applications, a control valve on the steam supply poses a major disadvantage for condensate return, especially when the pressure within the shell of the exchanger provides the driving force for the condensate to flow back to the boiler feed-water makeup equipment.
Should the pressure in the shell drop below that required for condensate return, the exchanger fills with condensate, leading to the cycling described in the previous article. Condensate control avoids this.
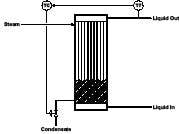
Figure 1. A change in valve position directly affects the available heat-transfer area.
However, installing the control valve in the condensate return line instead of the steam supply line completely changes the mechanism for varying the heat transfer rate (UAΔT). With a valve on steam supply (previous article), altering the valve position affects the shell pressure, which affects the shell temperature, which affects the heat transfer rate (through the ΔT term). In contrast, with a valve on condensate (Figure 1), changing the valve position affects the level of condensate within the exchanger, which affects the effective heat transfer area, which affects the heat transfer rate (through the A term). The effective area for heat transfer is the heat transfer surface exposed to condensing vapors; the submerged heat transfer area mainly cools the condensate with little contribution to the total heat transfer rate.
With regard to condensate return, the pressure within the shell always is the steam supply pressure. The process designers must size the condensate return piping so that this pressure is adequate to return the condensate to the boiler house.
Exchanger response
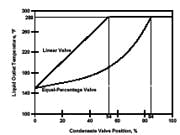
Figure 2. A linear valve can be a good choice for control of a condensate line.
The configuration in Figure 1 often raises an issue of dynamics. The exchanger responds more slowly to control actions than does an exchanger with the control valve on the steam supply. Changes in the condensate valve position must first affect the level within the exchanger — causing a slower response. However, for most process applications, the response of the exchanger is sufficiently rapid to provide acceptable performance.
Although equal-percentage valves are generally installed for condensate control, an argument can be made for linear valve characteristics. The driving force for fluid flow is provided by the steam supply pressure. The hydrostatic head of the condensate within the exchanger is negligible in comparison. The pressure drop in the condensate return system also usually is small. (Oversizing isn’t limited to control valves.) Under these conditions, the pressure drop across the control valve in the condensate line is essentially constant. Most guidelines suggest linear valve characteristics for installations where the pressure drop across the control valve is constant. However, these guidelines aren’t always followed.
Figure 2 presents the process operating lines for both the linear valve and the equal-percentage valve. With a linear valve, the liquid outlet temperature is linearly related to the valve position. The process operating line for the equal-percentage valve clearly reflects the inherent characteristics of such a valve.
Heat transfer
Theoretically, the minimum heat transfer rate is zero. With the control valve closed, the exchanger completely fills with condensate, resulting in no heat transfer.
The maximum heat transfer occurs when the exchanger is completely drained of condensate. The value for the maximum heat transfer rate is the same, regardless of whether the control valve is on the steam supply or the condensate.
However, the consequences of attempts to exceed the maximum are very different. The exchanger in Figure 1 has the potential to “blow steam” into the condensate return system. As the control valve opens, the condensate level within the exchanger drops. If the valve is opened too much, the level drops entirely out of the exchanger and steam flows into the condensate return system, a somewhat unpleasant situation.
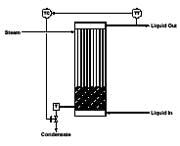
Figure 3. Adding a steam trap to the condensate line keeps the exchanger from blowing steam.
Both operating lines in Figure 2 terminate at a liquid outlet temperature of 288°F. At this point, the exchanger is completely drained of condensate and the entire tube area is exposed to condensing steam. Figure 2 suggests that this occurs at a valve opening of 54% for the linear valve and 84% for the equal-percentage valve. What about valve openings greater than these values? In practice, the liquid outlet temperature usually drops. When the exchanger blows steam, the shell pressure usually drops below the steam supply pressure, giving a lower liquid outlet temperature.
A simple step
Inserting a steam trap into the condensate line upstream of the control valve (Figure 3) will prevent release of steam into the condensate return piping. As long as there’s some condensate within the exchanger, the trap has no effect on condensate flow. However, should the condensate completely drain from the exchanger, the trap prevents steam from flowing into the condensate return system.
Unfortunately, the configuration in Figure 3 exposes the liquid outlet temperature controller to windup. The test for the possibility of windup is very simple: Are there situations where changes in the controller output (the condensate valve position) have no effect on the controlled variable (the liquid outlet temperature)? Here, the answer is “yes” — whenever the trap is preventing the steam from flowing into the condensate return system.
As customarily configured, the windup prevention mechanisms provided by digital control systems are ineffective for this situation. These mechanisms are invoked when the controller output attains its upper limit (normally set at a value above 100%). Based on the operating lines in Figure 2, the appropriate upper output limit is 54% for a linear valve and 84% for an equal-percentage valve. However, these limits depend on operating variables, especially throughput.
The windup prevention should be invoked at the instant the condensate is completely drained from the exchanger, which is when the steam trap begins to block the steam from flowing into the condensate return system. Unfortunately, with the exchanger instrumented as in Figure 3 there’s no way to detect this event (the exchanger completely drained of condensate).
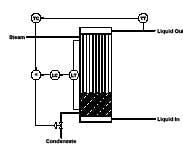
Figure 4. Such a configuration also can prevent the exchanger from releasing steam.
However, there’s a way to detect this — by equipping the exchanger with instrumentation not customarily provided. For instance, a level switch or level transmitter for the condensate could indicate when the exchanger is drained of condensate and the maximum heat transfer rate is attained. Under these conditions, the liquid outlet temperature controller should be inhibited from increasing its output. Digital systems are capable of this — but only if the necessary information is available.
More options
Figure 4 illustrates an override configuration for preventing the exchanger from blowing steam. It requires a measurement device for the condensate level within the shell of the exchanger but all other components are implemented in software.
As long as the condensate level exceeds its set point, the liquid outlet temperature controller determines the control valve position. However, if condensate level drops to its set point, then the condensate level controller takes over. This is implemented by using a low select to choose between the outputs of the liquid outlet temperature controller and the condensate level controller.
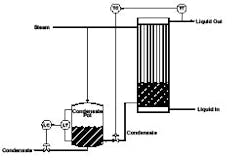
Figure 5. This provides another option to forestall release of steam.
Another way to prevent the exchanger from blowing steam is to install a condensate pot downstream (Figure 5). The steam pressure in the shell of the exchanger and in the condensate pot is the steam supply pressure. Therefore, the full steam supply pressure is available for condensate return. A controller maintains the desired liquid level in the condensate pot. The condensate line from the exchanger enters below the liquid level in the condensate pot, so the exchanger can’t blow steam.
The condensate flows by gravity from the exchanger to the condensate pot. So, the condensate level in the exchanger must be above that in the condensate pot. The hydrostatic head provided by this difference is the driving force for condensate to flow from the exchanger to the condensate pot.
The maximum driving force is when the exchanger is completely full of condensate; the condensate flow under these conditions would be zero. The minimum driving force is when the exchanger is completely empty of condensate; the maximum condensate flow occurs under these conditions.
Figure 6 presents the process operating lines for both a linear and an equal-percentage valve. The pressure drop across the control valve isn’t constant, which favors using the equal-percentage valve. The operating lines in Figure 6 confirm this. There’s only a modest departure from linearity from a control valve opening of 0% to 78%.
Above a valve opening of 78% for the equal-percentage valve (44% for the linear valve), the control valve has no effect on the liquid outlet temperature because no condensate remains within the exchanger. So, opening the valve further doesn’t impact the heat transfer rate or, consequently, the liquid outlet temperature. This exposes the liquid outlet temperature controller to windup.
The physical locations of the exchanger and the condensate pot affect the degree of windup that’s possible. The maximum possible level in the condensate pot corresponds to the bottom of the exchanger. If the condensate pot level is above the bottom of the exchanger, the exchanger can’t be completely drained of condensate. If the condensate pot level is exactly at the bottom of the exchanger, there would be no hydrostatic head for condensate flow when the exchanger is completely drained of condensate (and the condensate flow is at its maximum). As the condensate pot level is dropped further below the bottom of the exchanger, the hydrostatic head for fluid flow increases — but this also raises the possibility for windup in the liquid outlet temperature controller.
Windup can’t occur if the control valve is either perfectly sized or undersized. However, as previously noted, most valves are oversized at least to some degree. In this case, an additional consequence of oversizing the valve is the possibility of windup in the liquid outlet temperature controller.
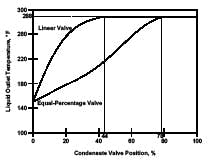
Figure 6. Equal-percentage valve better suits the varying pressure drop across the valve.
This is another case where the windup prevention mechanisms as customarily configured in digital systems are ineffective. Figure 6 indicates that the upper output limit could be set at 78% (for an equal-percentage valve) but this value is neither precise nor constant. Instead, the windup prevention should be invoked at the instant the condensate is completely drained from the exchanger. Detecting this requires additional instrumentation (such as a level switch) to provide the necessary information so that the digital system can properly initiate its windup protection mechanisms.
In large production facilities where multiple exchangers can be physically located within a reasonable proximity, condensate pots are commonly installed to address the condensate return issues. (Installing a condensate pot for an individual exchanger is difficult to justify.) There are competing designs for condensate pot arrangements but in most the pressure in the condensate pot is the steam supply pressure and the condensate flows from the exchangers to the condensate pot by gravity.
Cecil L. Smith is president of Cecil L. Smith, Inc., Baton Rouge, La. E-mail him at [email protected].