Is The Homogeneity Of Your Dry Mix Acceptable?
Dry mixing plays an important role in many processes. The operation can take place at different stages of a process, for example at the beginning to mix raw materials or at the end to disperse additives into a product. Regardless, the purpose of the mixer remains the same: creating a mixture homogeneous enough for the intended application.
This article aims to help process designers and plant operators understand what homogeneity in solids processing is, how to characterize it, and how to validate a dry mixing operation by measuring the degree of mixing.
Homogeneity
A perfect degree of homogeneity, or mixture quality, means ingredients appear in the same proportions in any sample taken at any point of a mixture. Of course, this ideal result doesn’t occur in the real world. Instead, differences between components, mainly in terms of particle sizes, always will constitute a natural limit to homogenization. (We won’t consider coating effects in this article.) Additionally, the sample size matters when checking homogeneity — assessing the same mix using two different sample sizes may lead to different conclusions.
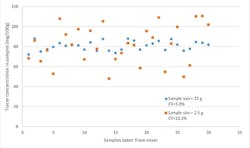
As a consequence, discussing the homogeneity of a mix of solids demands care. The nature of the solids being mixed and the sample size significantly affect the confidence you should place in any measurement of homogeneity. Sample size is a critical parameter (Figure 1). So, always reflect upon what represents a meaningful sample size for an application; selecting too small a size will make it difficult to determine if the mix is homogeneous, while too large a size almost certainly will make the mix appear homogeneous. For example, if a mixture is intended to be consumed (such as a pharmaceutical or food), the appropriate sample size is the serving size.
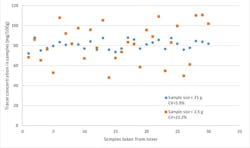
Figure 1. Reducing sample size from the recommended size (25 g) increases the variance of concentration between samples and results in a higher CV.
The mixing quality is defined in regards to a specific property the processor wants to be equal at any point in the mixture. This sometimes is a physical property like particle size distribution but more often is ingredient composition. Here, we will focus only on composition.
For practical use in processing, the notion of homogeneity must be translated mathematically using statistics. This usually is done by calculating a sample variance (S2) of the concentration of one component from an analysis of samples taken from the mixer.
The analysis is performed on a tracer, a component of the mixture whose distribution is taken as representative of the state of the mixture. Getting meaningful results, i.e., rather narrow confidence intervals, generally requires a minimum of 30 samples from the mix, with a sampling methodology that doesn’t leave part of the mix unsampled.
The lower the sample variance is, the higher the degree of mixing or homogeneity and the better the quality of the mix.
Critical Factors
Achieving valid insights from samples requires careful attention to three key preliminaries: the desired target value, the choice of tracer and the sampling procedure.
Setting the target value. Measuring mixture quality only makes sense if a processor has set sample variance targets to enable comparing the measurement to an objective. Such targets depend upon the application. Consider two examples:
1. The mixture is used internally for another unit operation on site; the company itself defines the specifications, which may allow quite a large variation to ensure a smooth operation.
2. The mixture is sold directly, e.g., as a pharmaceutical tablet; the specifications must meet legal regulations, which may be very narrow.
This highlights a general point. If the mixture is used in an intermediate process step, the quality of the mix may not be critical and relatively high composition variations may be acceptable. However, if the mixture is an end product subject to strict regulation (such as a pharmaceutical or food), much more stringent control of the mix quality is required and the validation of the mixer must ensure the mix always will be within specifications.
Let’s now look at how to validate the mixture quality and compare the actual state of the mix to a target.
Choosing a tracer. Determining the composition of complex samples (beyond a binary mixture) sometimes is difficult, if not impossible. That’s why analysis often is done only on a single component, the tracer.
Selection of the tracer demands care. It shouldn’t be a major ingredient, except if the mixture contains only major components. It usually is chosen from small/minor ingredients that often are of interest in the mix (nutrient, active substance, etc.). Because of its low concentration, that component will take longer to homogenize, and thus represents a worst case among all the ingredients.
The tracer should lend itself to easy analysis. It’s better if the tracer is part of the mix formula (vitamin, active substance, reactive chemical, etc.). However, sometimes adding another component as the tracer can make sense to ease the mixer validation exercise, for example, adding salt.
Proper sampling procedure. After mixing according to the specified parameters — typically mixing time and speed, batch size and the sequence to fill the mixer — you must take samples to measure the quality of the mix.
The way you take samples is critical for a correct assessment of the degree of homogeneity (Figure 2).
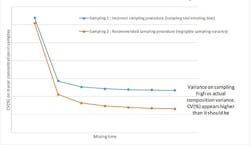
Figure 2. Results using the same mixer illustrate that incorrect sampling method can lead to wrong conclusions about mixing quality.
For example, consider a batch mixer containing powder at the end of a mixing cycle. Taking every sample only on the left of the mixer, only in the middle or only on the right makes no sense because the samples must represent the whole mix, not only one part.
For this, different methods are possible:
The best approach is to discharge the contents of the mixer and take samples at regular intervals on the free flowing powder, from the very beginning to the very end of the flow. This ensures that no powder area in the mix was left untouched. Sampling must occur in a specific way by quickly “cutting” the flux of powder.
If that approach isn’t possible, you must resort to sampling in the mixer. For this, you must use a sampling tool and define a sampling plan that ensures every area of the mixer gets sampled. This method is more difficult because easily reaching every point of the mixer may prove impossible, and the sampling tool may induce a sampling bias on the results.
Analyzing The Samples
After getting the samples, you must analyze each one. In the best case, you can use the whole sample for analysis (e.g., diluted if necessary). However, if the sample is too large, you must divide it. Don’t take what’s needed for the analysis directly from the sample; this would lead to further sampling bias. Instead, use a sample divider to minimize the risk of mistakes due to re-sampling.
If you’re not that familiar or comfortable with the analysis method, it’s best to analyze each sample a second time to account for the variability of the analysis. Record the results obtained for each sample.
Calculating the degree of mixing. The mean concentration of the tracer and the variance of the tracer concentration are used to calculate the relative standard deviation (RSD) of the mix, a value reflective of homogeneity:
RSD = (S2)½/µ (1)
where S2 is the samples’ variance (this isn’t the actual variance because samples only can provide an estimation) and μ is the arithmetical average of the samples’ concentration calculated from the samples.
Rather than relying on variance or RSD, industry often uses the coefficient of variation (CV), expressed in percentage, to describe the degree of mixing (homogeneity):
CV(%) = [(S2)½/µ] × 100 (2)
Warning: the CV obtained actually has several components; some of these must be calculated to estimate the actual homogeneity variance.
The sample variance is calculated via:
S2 = S2mix + S2analytical + S2sampling (3)
The variability due to sampling is very difficult to determine. Thus, in practice, it gets included in the mixture variance. However, for this assumption to give meaningful results, it’s critical to sample the mix following the methods explained above — preferably on the free flowing powder — so that the variance due to sampling is negligible compared to the actual mixture variance.
The variability due to analysis might be known if experiments have been done before or can be determined for the particular homogeneity validation by doubling the measurement on the same sample.
You then can calculate S2mix and followed by CVmix(%).
Confidence interval. Once you’ve calculated CVmix(%), you can’t just compare it to the specification. Indeed, the variance calculated is not a true variance but an estimate based on the sampling. If sampling is repeated on the same mix, the value obtained certainly will differ.
You must take this variation into account by calculating a confidence interval, generally at 95%, which corresponds to 2 sigma on each side of the mean, i.e., CVmix is within CVlower_limit and CVupper_limit.
The confidence interval depends on the number of samples; the higher the number of samples, the narrower it is. Good practice usually is to take a minimum of 30 samples per mix.
Comparison To Specification
The specification often is given as a maximum acceptable CV on the composition CVspec. It then can be compared to the confidence interval:
CVupper_limit < CVspec — the mixing is successful because the mix exceeds the specification;
CVlower_limit < CVspec < CVupper_limit — the mixing may be successful but it’s also possible that the actual variability is higher than the specification; and
CVlower_limit > CVspec — the mixing homogeneity attained isn’t good enough for the application.
For the first case, the processor has achieved the right mixing quality but may wish to test other parameters to optimize the mixing process (e.g., shorten mixing time to increase capacity).
For the two last cases, the plant team must engage in a case-by-case discussion:
• Accept the mix if the application isn’t sensitive and CVspec is close to CVupper_limit; or
• Reject the mix and look for root causes (mixer speed, filling rate of mixer, etc.).
Achieve Solid Success
Validating mixing performance is crucial for controlling processes that involve dry mixes. You must pay careful attention to key preliminaries, especially defining the sample size, the tracer, the sampling methodology and the analysis technique. Any mistake in sampling or analysis can lead to errors in interpreting mixing quality and, ultimately, to a non-compliant product or a non-optimized process.
THOMAS LAMOTTE is a senior process engineer at Nestlé Research & Development Singapore. Email him at [email protected].