Effective Shift Handover Is No Accident
On numerous occasions, poor handovers between shifts have been responsible for accidents. A prominent example is the Texas City fire involving BP’s isomerization column on March 24, 2005. The nightshift filled the column. The dayshift continued to fill the column; it flooded, and eventually led to an accident killing 15 people.
A successful handover between shifts heavily depends on the organizational skills of management and the effective use of the communication tools available. These tools are:
- the shift log book;
- the shift handover meeting;
- and the shift team meeting.
The shift logbook
Electronic log books that have a predefined plan for data collection seem to work best. They are a nexus, defining the status of the operation, available for all within the organization. Some may be automated and others may be the gathering of an operator’s investigations or calculations.
Additional information may be harvested from laboratory results, managers, engineers, supervisors, field operators, maintenance personnel, maintenance or business planners, and schedulers. In its best form, the pre-defined sheet of the log book ensures consistent data collected at defined, scheduled times. In its worst form, the “log book” is a collection of disparate data maintained by a manager, or managers — not shared up, and down, the chain of command within the organization.
Managers shouldn’t assume that operators are competent writers. Nor should they assume that operators will produce clear descriptions of events. Operators are not hired for their communication skills. We’ve found that many plants managers do not evaluate candidates for these skills. However, companies are beginning to see the value of communications skills for their operators. Recently, many companies have started testing new recruits for their writing abilities. They are beginning to test existing operators. Much to their chagrin, these managers discovered that some operators have reading and writing skills below those expected for high school graduates. Remedial training can save these operators and make them more useful to their companies.
So, how can companies transform their operations and maintenance from reactive to predictive if their operators can’t read and write? This will be one of the challenges they must grapple with as they begin to build the multiple variant statistical models needed to predict plant conditions. The future of proactive operability depends on operators who can effectively document process events and investigate their causes.
Besides content, there is also context — what data should be included in daily reporting? Ideally, clear boundary lines should be drawn between different units within a plant containing several product lines. However, a periodic review should be conducted to assure that no one will be blindsided by an unexpected problem. Obviously, it will sometimes be necessary to report the same measurement in two log books. Whenever possible, avoid sharing of information between remotely separated units — the log book should include values for measurements the unit has control over.
Shift handover meeting
The handover should be formal and consistent; it should be held at specific times. Most of all, it must be valued by those in attendance, not considered a waste of time or a ritual. The interview should be a brief exchange of information encompassing not just immediate problems but identifying threats to production and quality. Side issues such as potential environmental excursions and safety issues should be included, or may be handled in separate meetings. The best handovers follow an established format. Issues are reported in order of importance: safety, environment, quality, production, reliability (Figure 1). Meetings should be as short as possible or they develop a life of their own: attendees devote their time to preparing for the meeting instead of solving problems. Sidebar meetings should be organized for items requiring a more detailed discussion. And, most importantly: the final minutes must be collated and distributed to attendees.
These minutes can be used for identification of potential opportunities, including: increases in production or quality, maintenance possibilities, control system continuous improvements, better control optimization, alarm rationalization, instrumentation fault correction, and development of key performance indicators (KPIs). This work generally occurs further up the chain.
Shift team meeting
This meeting usually takes longer that the handover meeting and requires participation at the tactical and strategic level. It should take place early in the shift. The purpose of the shift team meeting is sharing information between line supervisors, upper managers and staff functions. Sometimes, operators or technicians are included for discussing particular problems. Sometimes, consultants, sales, public relations, or other corporate staff should take part. If the people are located in separate buildings, or travel time is too great for a single meeting, consider networked electronic white boards to allow sharing information and video conferencing. The meeting will have to be adapted for days with managers and engineers and nights for just supervisors.
The meeting should begin with a review of the previous shift for each product, or department. This is the tactical section of the meeting. It is best to follow the same outline for each meeting. Begin this segment with a summary of each product or department, with topics in order of importance: safety, environment, quality, production, and reliability. Unlike the handover meeting, the shift meeting should address more details of a strategic nature.
The tactical section should cover the threats, limitations and potential opportunities. The meeting should address staffing issues, ongoing maintenance repair, preparation for maintenance, lockout and tagout, test results, special permit preparation and implementation. Shipping and material movement plans may be presented. Shift monitoring requirements should be periodically reviewed for operator coverage.
The strategic element, which follows, should address complex issues. These include: training and education needs, planning and preparation for future work, updating and reviewing procedures, safety and environmental education, research and development, process testing, changes in sampling, vibration monitoring testing, product inventories, interactions within the corporate venue, planned outages, and long-term goals.
As with the handover meetings, items requiring detailed discussions should be held in a later sidebar meeting. If possible, for a complex production facility, it is best to summarize each product, briefly, by subject: safety, environment, quality, production and reliability — leave the details for a separate meeting. It is especially important that minutes be prepared for the shift team meetings. Whenever possible, these minutes should be widely shared within the facility (Figure 2).
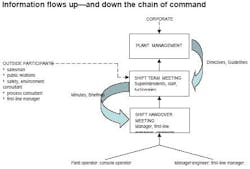
Figure 2. Information flow for successful shift exchange
Developing a shift monitoring plan
The console operators should have a say in establishing a monitoring plan. They have the best understanding of how the process is operating today and how it has operated in the past. They acquired this knowledge from interactions with the process controls and following laboratory analysis. The console operators should not be an untapped resource. However, they require direction from management.
Today, many of your operators have their own routines, which may have been handed down to them from other operators, or may have been developed through operating experience. A better approach is to provide clear guidance and a strategic approach. Managers should review the performance of their best operators and develop general procedures that address the most critical plant issues. If possible, the best operators should help in developing training. This training can then be passed along to less-skilled and future operators. The most elegant approach would be to include their knowledge in a dynamic simulator or emulator.
Training is often limited because of lack of resources. Sometimes, even operating instructions, the basis for an operating manual, aren’t current. If this is the case, bringing them up-to-date is the first step towards developing a shift monitoring plan and improving training. A poorly organized, or outdated, human-computer interface (HCI) can drastically encumber training. For the best results, the HCI should be hierarchical with an overview of all units under the operator’s scope of control. Next, the HCI should have a unit view and finally the ability to display detailed and diagnostic information, i.e., an alarm page.
If possible, detailed or critical procedures should be imbedded in the controls: before the operator can make a change on the screen, instructions must be acknowledged. Caution is required to ensure that these instructions are read.
The best systems log alarms using an historian for future reference; these systems are available for reference not only by managers but by operators. The monitoring plan depends on the field operators carrying out their assigned duties when they need to be carried out.
Field operators will have an assigned schedule that cover s sampling routines and equipment checks. They will receive assignments from console operators to take manual actions such as starting pumps, opening or closing valves, but they should also conduct more focused inspections.
Field operators will be guided in this preventative maintenance by information received at the shift handover. This work usually keeps them busy during first shift but may be ignored, or brushed aside on the back shifts. Sometimes, operators are borrowed for other duties such as loading and unloading of trucks, which have nothing to do with their responsibilities to the unit. Again values and beliefs need to be aligned with the production goals — management must enforce these values.
Pro-active operability
Some companies have embraced a dynamic strategy of continual improvement. This approach involves autonomous field operators applying predictive and preventative maintenance tools to the restoration of plant equipment and maximum production potential. The strategy also involves console operators who analyze production data to maximize product quality and managers who direct the operators to achieve plant goals.
Today, hand-held computers are available for operators to track and record equipment health conditions. The field operators’ role is changing to more of an equipment specialist and if they are not outside with the equipment, they are monitoring and analyzing data to predict equipment failures or operating costs.
Using this new strategy, console operators are no longer waiting for alarms before they interact with the control system. They are trending processes and setting up monitoring strategies — detecting problems before the alarm initiates. This strategy requires revisiting old methods. Pattern recognition was a technique used by operators in the 1950s to 1980s and with the introduction of digital data the analog charts and trends became less popular.
Today console operators are going back to using this method, and HCI developers are utilizing some new techniques such as polar plot diagrams or linear profile charts with trends to monitor lots more process conditions than previously observed.
A powerful tool
One of the most important tools we have for managing the changes that occur throughout a shift is the shift handover. If the shift handover is managed well, operators will be equipped to deal with dynamic process changes. They will be able to manage equipment changes confidently, from a more in-depth perspective. Replacing equipment following pre-determined maintenance schedules will be transformed into pro-active, predictive maintenance. Lastly, having a better understanding of what people do and how they do it will allow better decision-making when people changes are proposed.
Ian Nimmo is president and founder of User Centered Design Services, Anthem, Ariz., a firm that specializes in abnormal-situation management and other control issues. E-mail him at [email protected].